Τα πάντα για τους τόρνους πυργίσκου

Για να πραγματοποιηθούν διάφορες εργασίες για την επεξεργασία μεταλλικών προϊόντων, είναι συχνά απαραίτητο να χρησιμοποιηθούν τόρνοι. Σε μια μεγάλη κατηγορία, διακρίνουμε μονάδες του τύπου περιστρεφόμενου τύπου, που χρησιμοποιούνται ευρύτερα.


γενική περιγραφή
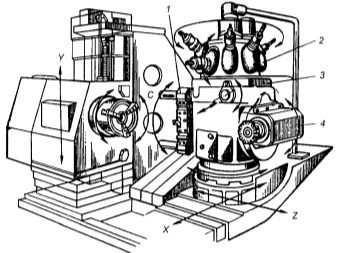
Η βασική ονομασία της τεχνολογίας στροφής πυργίσκου αντιστοιχεί σε τυπικές εγκαταστάσεις τόρνευσης. Η διαφορά είναι η παρουσία μιας περιστροφικής κεφαλής πολλαπλών θέσεων. Αυτό το δομικό στοιχείο αυξάνει σημαντικά την απόδοση του εξοπλισμού και επίσης μειώνει τον χρόνο που απαιτείται για την επεξεργασία κάθε προϊόντος. Εκτός, Οι σύγχρονες τροποποιήσεις του TRS με μονάδα CNC έχουν γίνει ευρέως διαδεδομένες παντού. Διαθέτουν πυργίσκο, ειδικούς χώρους καθιστικού για την τοποθέτηση κοπτικών εργαλείων.
Ο απαιτούμενος τύπος κατασκευής κεφαλής οφείλεται στην ταχεία ανάπτυξη της μεταλλουργίας. Το γεγονός είναι ότι ένα τέτοιο δομικό μέρος σε συνδυασμό με το CNC επιτρέπει την αύξηση της ταχύτητας επεξεργασίας των προϊόντων κατά 2 φορές ή περισσότερο. Επιπλέον, βελτιώνει τις παραμέτρους της ακρίβειας των διαστάσεων των τελικών εξαρτημάτων και τον βαθμό τραχύτητας της επιφάνειάς τους.
Μιλώντας για εγκαταστάσεις στροφής και πυργίσκων, είναι απαραίτητο να προσδιορίσουμε τα ακόλουθα βασικά γεγονότα.


Στις περισσότερες περιπτώσεις, αυτό αγοράζεται εξοπλισμός για βιομηχανική χρήση. Εγκαθίσταται σε εργαστήρια που ασχολούνται με τη σειριακή παραγωγή προϊόντων· σε όλες τις άλλες περιπτώσεις, η χρήση του δεν θα δικαιολογείται οικονομικά.
Βασικά χαρακτηριστικά μηχανισμών περιστροφής πυργίσκου παρέχουν τη δυνατότητα εκτέλεσης επεξεργασίας στοιχείων με υψηλό ρυθμό τροφοδοσίας με αυξημένη ταχύτητα... Ένα ειδικό ψυκτικό υγρό παρέχεται στην περιοχή κοπής, το οποίο αποτρέπει την υπερθέρμανση του ίδιου του εργαλείου και των τεμαχίων που υποβάλλονται σε επεξεργασία.

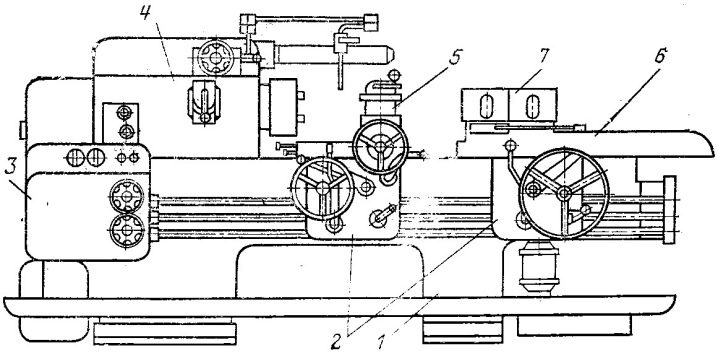
Όλες οι κύριες μονάδες αυτού του εξοπλισμού βρίσκονται κατ' αναλογία με άλλους τόρνους - αυτό είναι που εξασφαλίζει τον αριθμό των εργασιών που εκτελούνται. Γενικά, οι τεχνικές παράμετροι τέτοιων μονάδων παρέχουν τη δυνατότητα γρήγορης αντικατάστασης των επιφανειών κοπής.
Προβολές
Οι σύγχρονοι κατασκευαστές προσφέρουν ένα ευρύ φάσμα τόρνων πυργίσκων. Διαφέρουν ως προς τον μηχανισμό εργασίας, το εύρος των εργασιών που εκτελούνται, τα χαρακτηριστικά σχεδιασμού και ορισμένα άλλα χαρακτηριστικά. Ας σταθούμε λεπτομερέστερα στους υπάρχοντες λόγους για την ταξινόμηση τέτοιων εγκαταστάσεων.
Ανάλογα με τον τύπο του υπό επεξεργασία τεμαχίου
Ανάλογα με το είδος των επεξεργασμένων προϊόντων, οι μηχανές είναι για εργασίες φυσιγγίων ή ράβδων... Στα κιβώτια φυσιγγίων στερεώνονται άξονες μεγάλων διαμέτρων. Το τμήμα της ράβδου είναι μικρότερο, αλλά έχουν ένα μάλλον εντυπωσιακό μήκος.

Με τη θέση του άξονα του τεμαχίου εργασίας
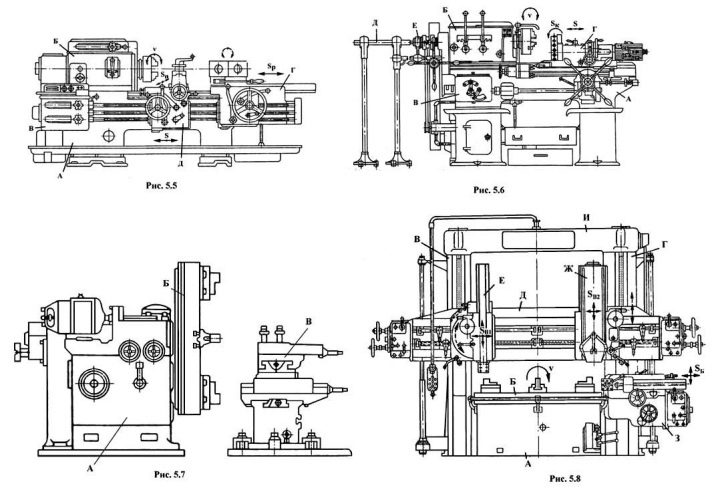
Τοποθετώντας τον άξονα των προς κατεργασία τεμαχίων, μπορείτε να ορίσετε οριζόντιες και κάθετες καθώς και κεκλιμένες τροποποιήσεις... Οι εργαλειομηχανές με κάθετη και οριζόντια διάταξη έχουν λάβει τη μέγιστη κυκλοφορία, οι εγκαταστάσεις με κεκλιμένο άξονα χρησιμοποιούνται πολύ λιγότερο συχνά.
Επιπλέον, ορισμένα μοντέλα σας επιτρέπουν να γέρνετε το εξάρτημα για περιστροφή ή άλλες λειτουργίες που εκτελούνται υπό ελαφρά γωνία.


Δημιουργείται ξεχωριστή ομάδα ημιαυτόματες συσκευές περιστροφής και περιστροφής. Είναι σε ζήτηση όταν εργάζεστε με ράβδους διαφόρων διαμέτρων.Μεταξύ των κύριων χαρακτηριστικών ενός τέτοιου εξοπλισμού είναι τα ακόλουθα χαρακτηριστικά.
Μηχανή μονής ατράκτου, που έχει μόνο μια διάτρητη άτρακτο για να χωρέσει τη μπάρα. Σε αυτή την περίπτωση, το μέγεθος της διατομής της οπής είναι σχετικά μικρό.
Ο πρόσθετος εξοπλισμός έχει τη μορφή μονάδας υπεύθυνης για την τροφοδοσία και τη συγκράτηση του προϊόντος σε στατική θέση.


Ταυτόχρονα, ο σχεδιασμός προβλέπει μια συσκευή ανάσυρσης του επεξεργασμένου στοιχείου μετά το τέλος της λειτουργίας, λόγω της οποίας καθίσταται δυνατή η μέγιστη αυτοματοποίηση της παραγωγής.
Οι καλύτεροι κατασκευαστές και μοντέλα
Οι περισσότερες εγχώριες επιχειρήσεις εγκαθιστούν το πρότυπο TRS - 1P371, 1A365, 1N318, καθώς και S193A, 1365 και άλλα... Ωστόσο, την τελευταία δεκαετία, παρατηρείται μια τάση αντικατάστασής τους με προηγμένες τεχνολογικές εκδόσεις με CNC. Οι τροποποιήσεις με CNC έχουν πολλά πλεονεκτήματα, τα οποία οφείλονται στον αυξημένο βαθμό αυτοματοποίησης και λειτουργικότητας, καθώς και στην εξαιρετική ακρίβεια επεξεργασίας.

Ο εξοπλισμός 1V340F30, που προσφέρεται από το εργοστάσιο του Berdichevsk, διακρίνεται για τα αυξημένα τεχνικά και λειτουργικά χαρακτηριστικά του. Αυτή η μονάδα ελέγχεται μέσω ενός συγκροτήματος CNC και ο σχεδιασμός της περιλαμβάνει μια κεφαλή με 8 θέσεις. Το στήριγμα τοποθετείται εγκάρσια, γεγονός που επιτρέπει την επεξεργασία:
-
μεμονωμένα προϊόντα με διατομή έως 20 cm.
-
προϊόντα ράβδου με διάμετρο έως 5 cm.

Η μονάδα 1P426DF3, που κατασκευάζεται στο εργοστάσιο εργαλειομηχανών Alapaevsk, είναι γνωστή. Πρόκειται για μια σύγχρονη τεχνολογία με μονάδα ελέγχου προγράμματος. Έχει ζήτηση για ενιαία, μικρή και μεσαία παραγωγή μεταλλικών προϊόντων. Δεν είναι κατάλληλο για επεξεργασία μεγάλων παρτίδων.
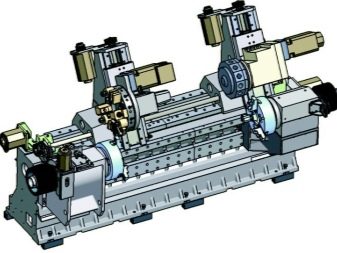
Το κύριο χαρακτηριστικό ήταν η θέση των δύο κεφαλιών στο σταυρό στηρίγματος... Ένα από αυτά είναι εξαγωνικό, σχεδιασμένο να λειτουργεί με εσωτερικές επιφάνειες, το άλλο είναι στρογγυλό, 8 θέσεων - για εξωτερικές.


Επιπλέον, πολύς εισαγόμενος εξοπλισμός, ο οποίος φημίζεται για τις επιδόσεις του, έχει εμφανιστεί στη ρωσική αγορά των τορνευτικών εγκαταστάσεων αυτές τις μέρες.
-
Μονάδες ST και DS από την Haas Automation (ΗΠΑ). Αυτά τα μηχανήματα σάς επιτρέπουν να επεξεργάζεστε προϊόντα από κράμα χάλυβα, καθώς και από ανοξείδωτο χάλυβα.
-
Μηχανές GS-200 από την εταιρεία Καλός τρόπος.


Συστατικά
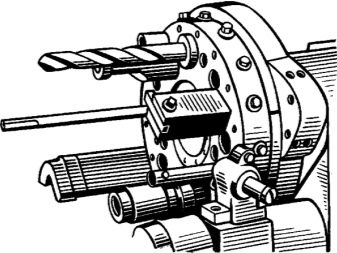
Όπως και άλλες μηχανές, η τεχνολογία τόρνου πυργίσκου περιλαμβάνει τη χρήση εξαρτημάτων - προφυλακτήρες, οδηγοί σωλήνες και άξονες... Σήμερα οι κατασκευαστές προσφέρουν μια ευρεία γκάμα μοντέλων, ο αριθμός των αξόνων των οποίων μπορεί να ποικίλλει. Παράλληλα, επισημαίνονται τα ακόλουθα βασικά σημεία.
Στην περίπτωση οριζόντιας θέσης του άξονα της κεφαλής εργασίας, το στήριγμα μπορεί να περιστρέφεται γύρω από τον δικό του άξονα, καθώς και να παλινδρομεί κατά μήκος της κατεύθυνσης αυτού του άξονα. Σε αυτή την περίπτωση, η περιστροφή πραγματοποιείται ταυτόχρονα σε πολλές θέσεις εργασίας, ο συνολικός αριθμός των οποίων συχνά υπερβαίνει τις δώδεκα.
Με κεκλιμένο αλλά και κάθετο άξονα της κεφαλής, η δαγκάνα είναι είτε συμβατική είτε περιστρεφόμενου τύπου.
Τα TPC με CNC υποθέτουν επίσης μια μονάδα που είναι υπεύθυνη για κατεργασία υψηλής ακρίβειας με δυνατότητα αλλαγής των παραμέτρων της θέσης της κεφαλής. Συνήθως, οι κύριες μονάδες του καλύπτονται με ειδικό περίβλημα. Αυτό αυξάνει την ασφάλεια του χειριστή πολλές φορές.
Τι είδους δουλειά γίνεται;
Όπως έχει ήδη σημειωθεί, οι τεχνικές και λειτουργικές παράμετροι των σύγχρονων συσκευών περιστροφής-περιστροφής επιτρέπουν την εκτέλεση ποικίλων λειτουργιών. Μεταβλητά προϊόντα που παρουσιάζονται με τη μορφή σωμάτων περιστροφής μπορούν να χρησιμοποιηθούν ως κενά. Οι πιο συνηθισμένοι χειρισμοί περιλαμβάνουν:
-
στροφή στην εξωτερική επιφάνεια, ενώ το πέρασμα μπορεί να είναι τραχύ ή φινίρισμα.
-
Τομή κατά την εγκατάσταση του στοιχείου κοπής.
-
σπείρωμα - τόσο εσωτερικά όσο και εξωτερικά.
-
αυλάκωση διαφορετικά βάθη και διαμορφώσεις.

Εκτός από την τυπική κυλινδρική διαμόρφωση, τέτοιες μηχανές μπορούν να επεξεργάζονται άλλους τύπους τεμαχίων.
-
Με τύπο σχήματος προφίλ - όταν χρησιμοποιείται ημιαυτόματη τόρνευση φρέζας, η τόρνευση, όπως και κάθε άλλη επεξεργασία, πραγματοποιείται μέσω κυρτού προτύπου ή μέσω χάρακα αντιγραφής.
-
Κωνικός - η επεξεργασία πραγματοποιείται με ειδικό φωτοαντιγραφικό μηχάνημα. Επιπλέον, μια κωνική επιφάνεια μπορεί να ληφθεί με τη μέθοδο διεξαγωγής μιας εφάπαξ διαμήκους-εγκάρσιας τροφοδοσίας.

Οι συμπαγείς μηχανισμοί περιστροφής πυργίσκου μπορούν να τοποθετηθούν σε ξεχωριστή κατηγορία. Τέτοιες συσκευές μπορούν να εγκατασταθούν ακόμη και σε οικιακά εργαστήρια.
Τι να λάβετε υπόψη κατά την επιλογή;
Όταν επιλέγετε τόρνους πυργίσκου, πρέπει να εστιάσετε σε σημαντικά κριτήρια.
Κατηγορία ακρίβειας - για να δημιουργηθεί η δυνατότητα χρήσης μιας ορισμένης τροποποίησης του εξοπλισμού για την επεξεργασία μεταλλικών προϊόντων, είναι απαραίτητο να γνωρίζουμε ποια ακρίβεια μπορεί να επιτευχθεί. Η συντριπτική πλειονότητα των εκδόσεων προβλέπει την κατηγορία H.
Οι μέγιστες παράμετροι του εξαρτήματος - τομή, το μήκος, καθώς και η διάταξη των μονάδων εργασίας μεταξύ τους.
Υλικό τεμαχίου εργασίας - συνήθως σε τέτοιες μηχανές επεξεργάζεται χυτοσίδηρος, χάλυβας υψηλής, χαμηλής περιεκτικότητας σε άνθρακα ή κραματοποιημένου χάλυβα, επιτρέπεται η τόρνευση άλλων κραμάτων.
Περιορισμός αριθμού στροφών ανά μονάδα χρόνου - ένα τεμάχιο εργασίας με καθορισμένες απαιτήσεις για ακρίβεια διαστάσεων και τραχύτητα μπορεί να ληφθεί αποκλειστικά με το ξετύλιγμα των εξαρτημάτων σε μια ορισμένη ταχύτητα. Σε αυτή την περίπτωση, πρέπει να ληφθεί υπόψη ο συνολικός αριθμός μεταδόσεων.
Οι κατασκευαστές πρέπει να υποδεικνύουν δεδομένα σχετικά με τη μέγιστη ταχύτητα με την οποία μπορούν να κινηθούν οι απομονωμένες μονάδες κατά την εκτέλεση τροφοδοσίας υψηλής ταχύτητας.

Παράμετροι ισχύος κινητήρα και αριθμός κινητήρων - κατά κανόνα, σε εγκαταστάσεις μικρού μεγέθους, οι κινητήρες έχουν χαμηλή ισχύ, καθώς τα επεξεργασμένα μέρη είναι συμπαγή και αφαιρείται λίγο μέταλλο για κάθε εκτέλεση. Στη σειρά παραγωγής, οι κινητήρες πρέπει να αντέχουν σε συνεχή φόρτιση.
Διαστάσεις και βάρος εξοπλισμού - είναι πολύ πιο εύκολο να εγκαταστήσετε μίνι-μηχανήματα. Επιπλέον, τα μεγάλα σε μέγεθος χρειάζονται προσεκτική προετοιμασία της βάσης εργασίας.
Και επίσης είναι απαραίτητο να ληφθεί υπόψη αυτό το κινηματικό διάγραμμα των μηχανισμών μπορεί να ποικίλλει... Για παράδειγμα, τα μοντέλα παλαιού τύπου δημιουργήθηκαν με τέτοιο τρόπο ώστε για το σχηματισμό ορισμένων τύπων νημάτων, πραγματοποιήθηκε η εγκατάσταση αντικαταστάσιμων τροχών ορισμένων διαμορφώσεων.
Προστασία - οι τροποποιήσεις με CNC απαιτούν την τοποθέτηση προστατευτικού καλύμματος. Αυτό ελαχιστοποιεί τον κίνδυνο τραυματισμού κατά τη λειτουργία του εξοπλισμού.

Στις σύγχρονες συσκευές τόρνευσης, η εγκατάσταση του απαραίτητου εξοπλισμού, καθώς και των επιφανειών κοπής, πραγματοποιείται με μέγιστη ακρίβεια. Σε τέτοιες μονάδες, δεν υπάρχει ανάγκη χειροκίνητης αντικατάστασης του κοπτικού εργαλείου - αυτό μειώνει σημαντικά την ταχύτητα επεξεργασίας κάθε εξαρτήματος. Ως αποτέλεσμα, αυξάνεται η παραγωγικότητα, γεγονός που συνεπάγεται μείωση του κόστους επεξεργασίας των τεμαχίων εργασίας. Ταυτόχρονα, η επισκευή τέτοιων μηχανών προκαλεί πολλές δυσκολίες. Κατά τη λειτουργία τους λοιπόν δίνεται ιδιαίτερη προσοχή στην προληπτική συντήρηση, στον έγκαιρο εντοπισμό και στην εξάλειψη των προβλημάτων.
Λειτουργίες εγκατάστασης
Πριν ξεκινήσετε τη λειτουργία του εξοπλισμού περιστροφής του πυργίσκου, είναι πολύ σημαντικό να τον ρυθμίσετε. Περιλαμβάνει πολλά κύρια στάδια.
-
Εγκατάσταση εξοπλισμού για τη στερέωση του τεμαχίου εργασίας, εγκατάσταση κοπτικών και βοηθητικών εργαλείων.
-
Ρύθμιση των στάσεων, απαραίτητο για την καθοδήγηση των ράβδων και τον περιορισμό της κίνησης των δαγκάνες.
-
Εγκατάσταση μονάδας ελέγχου για έκκεντρα, βύσματα, διακόπτες, χειρολαβές και άλλες συσκευές προκειμένου να ληφθεί μια δεδομένη συχνότητα κίνησης του άξονα και οι απαιτούμενες ταχύτητες του κοπτικού εργαλείου.
-
Δοκιμαστική επεξεργασία μερικά δοκιμαστικά στοιχεία, ελέγχοντας την καταλληλότητά τους για μεταγενέστερη λειτουργία.
-
Συμφιλίωση και, εάν είναι απαραίτητο, επαναπροσαρμογή της θέσης των στάσεων στο μηχάνημα σύμφωνα με ένα δεδομένο έργο.













Το σχόλιο στάλθηκε με επιτυχία.