Επισκόπηση και ανόπτηση χάλκινων ροδέλες

Η αναθεώρηση και η ανόπτηση των χάλκινων ροδέλες είναι ένα πολύ σημαντικό θέμα στον σύγχρονο τεχνικό τομέα. Μεγάλη σημασία έχει μια επισκόπηση των σετ ροδέλες στεγανοποίησης 10x14x1 mm και άλλων μεγεθών. Είναι πολύ χρήσιμο να γνωρίζουμε πώς να τα ανόπτουμε, καθώς και ποιες είναι οι βασικές απαιτήσεις για το υπάρχον GOST.
Περιγραφή και σκοπός
Η χρήση διαφόρων στοιχείων στεγανοποίησης εφαρμόζεται για τη βελτίωση της αξιοπιστίας και της σταθερότητας των βιδωτών συνδέσεων. Η επιλογή του υλικού για το πλυντήριο καθορίζεται από τις επιπτώσεις που θα έχει η σύνδεση. Ένα χάλκινο πλυντήριο ταιριάζει καλύτερα όταν υπάρχουν υψηλές θερμοκρασίες και πιέσεις σε σταθερή λειτουργία ή κατά διαστήματα. Ως εκ τούτου, χρησιμοποιείται ευρέως στη βιομηχανία μηχανικής κατά τη συναρμολόγηση μηχανισμών σχεδιασμένων για υψηλή πίεση. Πρώτα απ 'όλα, μιλάμε για καύσιμα και υδραυλικό εξοπλισμό.


Η ελκυστικότητα των χάλκινων ροδέλες για τη βάση σε ένα αλυσοπρίονο και για μια τάπα αποστράγγισης αυτοκινήτου σχετίζεται επίσης με:
- υψηλή χημική αντοχή του υλικού τους σε επιθετικό περιβάλλον.
- εξαιρετική αντοχή στη διάβρωση.
- διατήρηση των λειτουργιών στεγανοποίησης υπό τη δράση υψηλών θερμοκρασιών, καθώς και με σημαντικές διακυμάνσεις στο θερμικό καθεστώς.
- αντοχή σε κραδασμούς?
- αντοχή και σταθερότητα βασικών ιδιοτήτων υπό σημαντική πίεση.

Τέτοιοι συνδετήρες μπορούν επίσης να χρησιμοποιηθούν σε μηχανισμούς αυτοκινήτων, όλα τα μέρη των οποίων θερμαίνονται συνεχώς, ενώ εξακολουθούν να υγραίνονται. Αυτή η υψηλή ευθύνη σημαίνει ότι αυτά τα πλυντήρια πληρούν πολύ ισχυρές απαιτήσεις. Η συμμόρφωση με το GOST που καθορίζεται για έναν συγκεκριμένο τύπο προϊόντος είναι βασικής σημασίας. Πληροφορίες συμμόρφωσης βρίσκονται στην αρχική συσκευασία του κιτ και στο συνοδευτικό πιστοποιητικό ποιότητας. Η επίτευξη των απαιτούμενων ιδιοτήτων εξαρτάται κυρίως από τα χαρακτηριστικά της πρώτης ύλης.

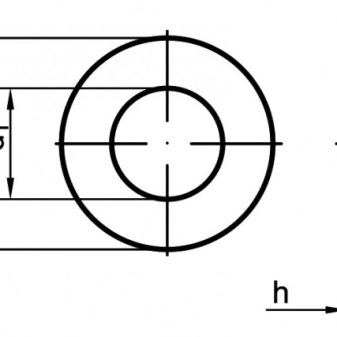
Ο τρόπος που φαίνονται οι ροδέλες περιγράφεται ξεκάθαρα στο GOST 18123-82. Σύμφωνα με αυτό το πρότυπο, δεν πρέπει να υπάρχουν αποκλίσεις από το λείο σχήμα στην επιφάνεια. Δεν επιτρέπονται γρέζια ή ρωγμές. Οι ροδέλες με σημάδια διάβρωσης ή με μεταλλικές σταγόνες επίσης δεν συμμορφώνονται με τα πρότυπα. Η τραχύτητα μεγαλύτερη από 3,2 microns καθιστά επίσης δυνατή τη μη αποδοχή του προϊόντος.
Η διαδικασία ελέγχου περιλαμβάνει, πρώτα απ 'όλα, έναν οπτικό έλεγχο. Εάν είναι απαραίτητο, πραγματοποιείται ακριβής μελέτη μέσω μεγεθυντικού φακού. Η τραχύτητα αξιολογείται με πρότυπα δεικτών σύμφωνα με το GOST 9378-75 ή χρησιμοποιώντας εξειδικευμένες συσκευές μέτρησης.
Μερικές φορές η ροδέλα χαλκού επικαλύπτεται με ένα ειδικό στρώμα σκόνης για να παρέχει πρόσθετη αντοχή στη διάβρωση. Αυτή η επίστρωση ρυθμίζεται από το GOST 9.302-79.

Χαρακτηριστικά της παραγωγής
Δομικά, τα σετ χάλκινων ροδέλες μπορούν να αντιπροσωπεύουν συλλογές στρογγυλών, μερικές φορές ορθογώνιων δίσκων. Διακρίνονται σαφώς από τις κατηγορίες ακρίβειάς τους. Τυπικό Επίπεδο Ακρίβειας - Β, Αυξημένο Επίπεδο Ακρίβειας - Α. Η τεχνολογία που χρησιμοποιείται τώρα περιλαμβάνει την παραγωγή χάλκινων ροδέλες με κοπή ή εξώθηση από μέταλλο. Τα αρχικά στοιχεία μπορούν να είναι τόσο φύλλα όσο και πλάκες.

Το προϊόν σφράγισης πρέπει να ανόπτεται και στη συνέχεια να καθαρίζεται. Δεν μπορεί να υπάρχουν γρατσουνιές ή βαθουλώματα πάνω του. Επίσης, δεν πρέπει να υπάρχουν εγκοπές που να εμποδίζουν τη λειτουργία του πλυντηρίου. Ο ρόλος της ανόπτησης είναι η αύξηση της πλαστικότητας του μετάλλου, λόγω της οποίας αποκλείεται η παραμόρφωση του εξαρτήματος με πτώση θερμοκρασίας.
Οι ποιότητες χαλκού M1, M2, M3 χρησιμοποιούνται συχνότερα για την παραγωγή ροδέλες. Μεταξύ αυτών, η M3 είναι η καλύτερη επιλογή. Είναι αλήθεια ότι το μέταλλο μπορεί να αντικατασταθεί ανάλογα με τις αποχρώσεις της μελλοντικής λειτουργίας.
Σε ορισμένες περιπτώσεις, χρησιμοποιούνται πιο εξωτικές ποιότητες χαλκού, που περιέχουν μικρές ποσότητες οξυγόνου και φωσφόρου.

Η ανόπτηση πραγματοποιείται απευθείας στο χώρο παραγωγής, αλλά εάν το προϊόν αποθηκευτεί για μεγάλο χρονικό διάστημα, θα πρέπει να επαναλάβετε τη διαδικασία.

Βαθμοί υλικών
Η επίσημη σήμανση της χάλκινης ροδέλας υποδεικνύει πάντα την παρουσία επιχρισμάτων πούδρας. Τα προϊόντα της κατηγορίας P29 είναι γαλβανισμένα και παθητικοποιημένα. Το σήμα P34 σημαίνει ότι το προϊόν είναι μόνο παθητικοποιημένο. Σε περιπτώσεις όπου το πρότυπο προβλέπει περισσότερες από μία κατηγορίες ακρίβειας, οι ονομασίες του τοποθετούνται στην αρχή της μάρκας. Η σύνθεση της σήμανσης περιλαμβάνει:
- τύπος εκτέλεσης·
- τμήμα του νήματος?
- πάχος μέρους?
- χημική μάρκα?
- υπό όρους δείκτης?
- το πάχος της χρησιμοποιούμενης επίστρωσης·
- εφαρμοσμένο πρότυπο.
Υπάρχουν τέτοια βασικά πρότυπα:
- GOST 10450-78 (μικρά προϊόντα)

- GOST 6958-78 (μεγεθυσμένες ροδέλες)

- GOST 11371 (επίπεδες κατασκευές)

- GOST 19752-84 (επίπεδες φλάντζες κατασκευασμένες από μέταλλο για σφράγιση)

- DIN 7603 A (στεγανωτικοί χάλκινοι δακτύλιοι).


Η ροδέλα χαλκού-αλουμινίου έχει ειδική μάρκα - SHAM. Υπάρχουν διαφορές στη διάμετρο. Άλλες μάρκες:
- DIN 125 (βασικό)

- DIN 433 (στενό, για επένδυση)

- DIN 7349 (για ελατήρια)

- DIN 988 (υποστήριξη, για προσαρμογή)
- ΦΑΡΔΙΑ (σωματότυπος).

Πώς να ανόπτετε σωστά
Αξίζει να βάλετε χάλκινες ροδέλες κάτω από τα ακροφύσια μόνο και μόνο για να ανακουφίσετε τις εσωτερικές πιέσεις που εμφανίζονται αναπόφευκτα κατά την επεξεργασία υλικού στην παραγωγή. Αλλά είναι πολύ σημαντικό να ακολουθήσετε αυτή τη διαδικασία με σαφήνεια. Η διαδικασία πραγματοποιείται όταν θερμαίνεται στους 700 βαθμούς. Στη συνέχεια τα μέρη ψύχονται ομαλά με φυσικό τρόπο σε κανονική θερμοκρασία μέχρι να κρυώσουν στους +25 βαθμούς Κελσίου.
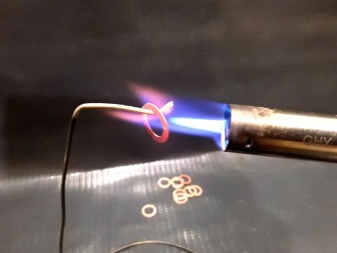
Η θερμική επεξεργασία πραγματοποιείται χρησιμοποιώντας φακό συγκόλλησης. Η φλόγα ανάβει σε αυτό χρησιμοποιώντας οξυγόνο και ακετυλένιο που παρέχονται από διαφορετικούς κυλίνδρους. Μια άλλη σημαντική απόχρωση - απαιτούνται γάντια και γυαλιά. Θα πρέπει να υπάρχει πυροσβεστήρας κοντά στο χώρο εργασίας. Έχοντας συνδέσει τους εύκαμπτους σωλήνες στους κυλίνδρους, είναι απαραίτητο να ανοίξετε τη βαλβίδα ασετυλίνης στον καυστήρα κατά 50%. Αφού ανάψετε το αέριο, περιμένετε να εμφανιστεί μια πορτοκαλοκόκκινη φλόγα.

Στη συνέχεια, η βαλβίδα οξυγόνου ανοίγει μέχρι να εμφανιστεί μια μπλε φλόγα. Αυτή τη στιγμή, οι ροδέλες έχουν καεί. Η φωτιά κατευθύνεται στο ξωτικό και κατευθύνεται κατά μήκος της επιφάνειας, επιτυγχάνοντας μια κερασιοκόκκινη λάμψη. Στη συνέχεια, κλείστε αμέσως και τις δύο βαλβίδες αερίου. Στη συνέχεια, όπως ήδη αναφέρθηκε, θα πρέπει να αφήσετε τα προϊόντα να κρυώσουν.

Διαστάσεις (επεξεργασία)
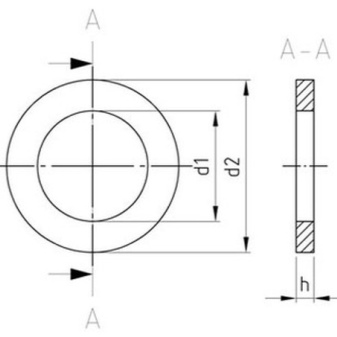
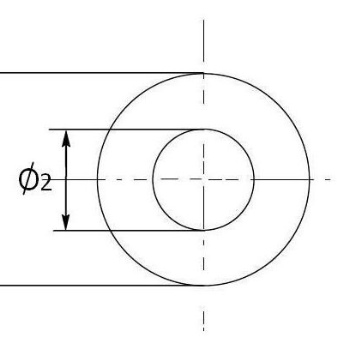
Οι διαστάσεις των χάλκινων ροδέλες ποικίλλουν σημαντικά ανάλογα με το ισχύον πρότυπο κατασκευής και την περιοχή χρήσης. Στην εγχώρια πρακτική, υπάρχουν οι ακόλουθες βασικές διαστάσεις:
- ροδέλες στεγανοποίησης για KAMAZ 6x12x1 (1,5), 8x12x1,0;
- στεγανοποίηση για σωλήνες λαδιού KAMAZ και MAZ 8x12x1.5, 9x15x0.7.
- για μπεκ KAMAZ 9,7x17,5x1,5;
- για γραμμές καυσίμου 10x16x1,0 (1,5).
Ένα καλό παράδειγμα προϊόντων με πάχος 1 mm είναι η τροποποίηση 10x14x1. Οι ακριβείς διαστάσεις θα είναι 10,3x14,6x1,0. Ένα μόνο αντίγραφο ζυγίζει 0,67 g. Η απελευθέρωση των ροδέλες 10x14 γίνεται τουλάχιστον σε παρτίδες των 10 τεμαχίων.
Σημαντικό: μόνο οι Ρώσοι κατασκευαστές προσπαθούν να διατηρήσουν αυτές τις διαστάσεις ακριβώς.

Το προϊόν είναι επίσης δημοφιλές σε μέγεθος 5x10x1, καθώς και 10x12x1, 38x52x3. Τα προϊόντα της κατηγορίας M10, συμπεριλαμβανομένου του M10x14, διαφέρουν:
- με διάμετρο 10 mm (όχι χωρίς λόγο που έχει αφαιρεθεί στην ονομασία).
- βάρος 3 γραμμάρια?
- με εσωτερική διάμετρο 20 mm.


Τέλος, οι χάλκινες ροδέλες στα ακόλουθα μεγέθη έχουν ζήτηση στην αγορά:
- M8;
- M12;
- M14;
- Μ16.

Μια λεπτομερής διαδικασία για την ανόπτηση χάλκινων ροδέλες παρουσιάζεται στο παρακάτω βίντεο.













Το σχόλιο στάλθηκε με επιτυχία.